

لحیم چیست؟
لحیم (Solder) آلیاژی با نقطه ذوب پایین است که برای اتصال دائمی قطعات فلزی (بهویژه در الکترونیک) به کار میرود. هنگام گرمشدن، لحیم ذوب میشود، به سطحِ فلزِ تمیز و فلاکسخورده میچسبد و پس از سردشدن، اتصالی رسانا و نسبتاً محکم ایجاد میکند.

کدام نوع لحیم، نتیجه مطلوب تری در پروژه شما ارائه میدهد؟
- ۱. سیم قلع
سیم قلع آلیاژی با نقطهذوب پایین است که بهصورت رشتهای/قرقره عرضه میشود. ضخامت سیم را متناسب با اندازهٔ پایه انتخاب کنید: هرچه پایه نازکتر است، سیم نازکتر؛ هرچه پهنتر، سیم قطورتر.
- ۲. توپ لحیمکاری (ساچمه قلع)
گویچههای آلیاژی بسیار ریز برای مونتاژ/ریبال پکیجهای BGA/CSP. چون پایهها زیر بدنهاند، ساچمهها با شابلون و مقدار کمی فلاکس روی پد چیده شده و در ریفلو ذوب میشوند تا اتصالات یکنواخت بسازند.
- ۳. خمیر لحیم (خمیر قلع)
مخلوط پودر آلیاژ قلع + فلاکس خمیری برای مونتاژ SMD با شابلون و کوره ریفلو یا تعمیر با هویه هوای گرم/هاتپلیت. پس از چاپ/تزریق روی پد و چیدمان قطعه، در پروفایل مناسب ذوب میشود و اتصالهای قابلاعتماد ایجاد میکند.
- ۴. شمش لحیم (شمش قلع)
برای شارژ وان قلع، لحیمکاری دیپی، قلعاندود کردن حجیم و دستگاههای موجی. اگر بهجای کار دستی روی حجم بالاتر کار میکنید، شمش انتخاب استاندارد است.
چه ابزاری برای لحیمکاری روی برد لازم است؟
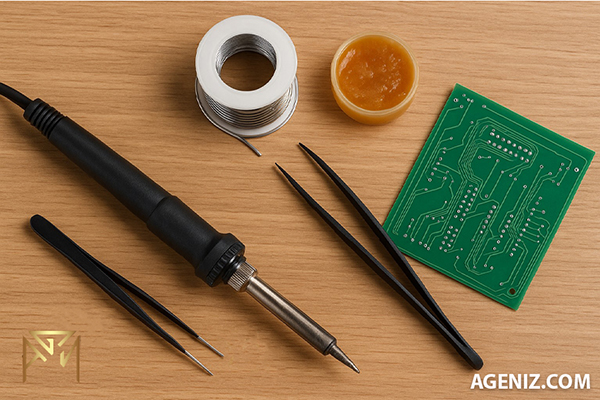
۱. هویه
هویه ابزاری گرمایی برای ذوبکردن سیم لحیم و ایجاد اتصال رسانای پایدار میان قطعات فلزی و الکترونیکی است. نوک هویه تا دمای کنترلشده گرم میشود و با انتقال حرارت به پد و پایهٔ قطعه، لحیم را ذوب میکند تا بهعنوان فلزِ پرکننده بین آنها بنشیند. هویهها در انواع برقی (قلمیِ دماثابت یا قابلتنظیم، و تفنگی) و گازی عرضه میشوند و هرکدام کاربردی متفاوت را پوشش میدهند. برای انتخاب درست، به توان دستگاه، قابلیت تنظیم دما و شکل نوک (مخروطی، تخت، لوحی و…) متناسب با نوع کار توجه کنید.
۲. نوک هویه
نوک هویه قطعهٔ فلزیِ انتهای هویه است که گرما را از المنت به نقطهٔ لحیمکاری منتقل میکند. با گرمکردن محل اتصال، سیم لحیم ذوب میشود و اتصال رسانا شکل میگیرد. نوکهای استاندارد معمولاً هستهٔ مسی با روکش چندلایهٔ آهن/نیکل (و در لایهٔ بیرونی کروم) دارند تا هم رسانایی حرارتی بالا فراهم شود و هم در برابر خوردگی و ساییدگی مقاوم بمانند. این نوکها بسته به کاربرد در شکلها و اندازههای مختلف(مانند سوزنی، تخت، مایل و کاتری)تولید میشوند
۳. خمیر فلاکس و روغن لحیم
خمیر فلاکس: مادهای خمیری بدون فلز که اکسیدها را میزداید، آغشته شدن را بهتر میکند و جریان قلع را روان میسازد. برای ریورک SMD، Drag Soldering و ترمیمهای نقطهای عالی است.
روغن لحیم مایع: همان کارکرد فلاکس اما بهصورت مایع. بهخاطر نفوذپذیری بالا برای پیشقلعاندود کردن، قلعبرداری با فیتیله و دسترسی به نقاط ریز و بددست بسیار کاربردی است.۴. قلعکش
قلعکش پمپی (دستی/فنری): با ایجاد خلأ لحظهای، قلعِ مذاب را به داخل سیلندر میکشد.
نکته: نوک PTFE چسبندگی بهتری روی برد دارد؛ بعد از هر مکش، مخزن و نوک را از قلعِ جامد تمیز کنید.
قلعکش سیمی (فیتیله قلعبر): وار مسِ بافتهشدهای است که با کمک فلاکس، قلعِ اضافی را بهصورت مویرگی جذب میکند. روش کار: کمی فلاکس بزنید، نوار را روی قلع داغ بگذارید و نوک هویه را از بالا نگه دارید تا قلع به نوار منتقل شود؛ سپس در حالیکه هنوز گرم است نوار را بردارید.
نکته: هر بار بخش تازهای از نوار را استفاده کنید؛ قسمتِ اشباعشده دیگر جذب مؤثری ندارد.
۵. پنس دقیق
برای برداشتن و جایگذاری قطعات ریز.
اجرای لحیمکاری و نکات
- آماده سازی محیط کار و پاک سازی سطح برد و قطعات
محیط کار، ابزار، برد و قطعات را آماده کنید؛ محلهای اتصال و پایهها را تمیز و بررسی کنید. چند قطره الکل ایزوپروپیل ۹۰–۹۹٪ بریزید و با برس آنتیاستاتیک/مسواک نرم بسابید؛ سپس با دستمال بدون پرز خشک کنید. اگر اکسیدشدگی شدید بود، کمی فلاکس بزنید و پس از کار، باقیماندهاش را تمیز کنید.
- تنظیم دمای هویه
تنظیم دمای هویه به آلیاژ لحیم، اندازه پد/پایه و تودهٔ حرارتی قطعه بستگی دارد. برای بیشتر کارهای الکترونیکی:
سربدار (Sn63/Pb37): حدود ۳۱۵–۳۴۵°C
بدونسرب (SAC): حدود ۳۴۵–۳۷۰°C (در صورت نیاز کمی بالاتر) - فیکسکردن برد
از گیرهٔ مخصوص PCB یا پایهٔ نگهدارنده استفاده کنید تا هر دو دست آزاد باشد و کار دقیقتر و ایمنتر انجام شود.
- قرار دادن قطعه روی برد
قطعه را در جای صحیح و با پلاریتهٔ درست قرار دهید. در صورت نیاز، پایههای قطعه را کمی به بیرون خم کنید تا ثابت بماند و هنگام لحیمکاری حرکت نکند.
- گرم کردن قطعه و محل اتصال
نوک تمیز و قلعاندودِ هویه را ۱–۲ ثانیه همزمان به پد و پایه بزنید تا هر دو سطح به دمای ذوب برسند.
- افزودن قلع
سیم لحیم را از سمت پد/پایه نزدیک کنید تا با حرارت اتصال ذوب شود (نه با نوک هویه). پس از کافیشدن مقدار، ابتدا سیم را بردارید و سپس هویه را بلند کنید تا اتصال یکنواخت بنشیند.
- کنترل کیفیت
اتصال استاندارد باید صاف، براق و مخروطی باشد و پایه را کامل بپوشاند. ظاهر کدر یا دانهدانه نشانهٔ سردلحیمی است؛ با کمی فلاکس دوباره گرم کنید تا یکنواخت شود.
- پاکسازی برد بعد از لحیم کاری
باقیماندهٔ فلاکس را با الکل ایزوپروپیل و برس نرم پاک کنید تا از خوردگی، نشتی جریان و اکسید شدن مسیرها جلوگیری شود.
مهمترین نکات ایمنی در لحیمکاری
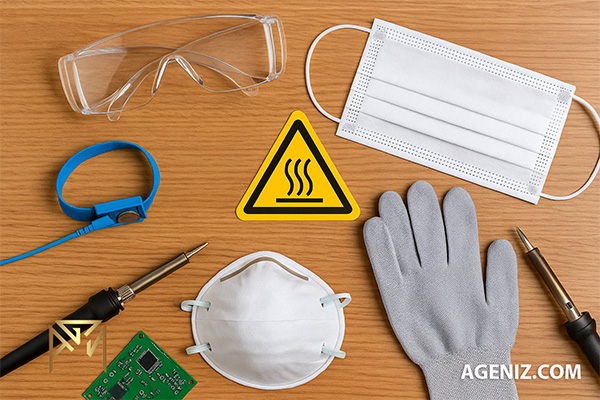
- تهویه مناسب: در محیطی با جریان هوای کافی کار کنید؛ دود فلاکس میتواند مضر باشد.
- نگهداری ایمن هویه: هنگام استراحت یا تعویض قطعه، هویه را روی پایهٔ مخصوص بگذارید.
- عدم تماس با نوک داغ: نوک هویه ممکن است بالای ۳۵۰°C باشد؛ از تماس مستقیم خودداری کنید.
- محافظت در برابر الکتریسیته ساکن (ESD): برای بردهای حساس از مچبند/زیرپایی آنتیاستاتیک استفاده کنید.
- ایمنی عمومی: عینک محافظ بزنید و پس از کار دستها را بشویید (بهویژه در صورت استفاده از آلیاژهای سربدار).
رعایت این موارد ساده، نهتنها امنیت شما را تضمین میکند بلکه باعث افزایش دقت، دوام و کیفیت کار لحیمکاری نیز میشود.
میتوانید بهصورت آنلاین و آسان خرید کنید و سفارش خود را در کوتاهترین زمان ممکن تحویل بگیرید.
خبر خوب: در آگنیز امکان خرید اقساطی نیز فراهم است؛ یعنی میتوانید با پرداخت در چهار قسط تمام ابزار لازم برای لحیمکاری را تهیه کنید و کارتان را حرفهای آغاز کنید.




